Introduzione ai trattamenti termici
I trattamenti termici rappresentano da decenni la soluzione più diffusa per aumentare la durezza dei componenti metallici. Tuttavia, l’aumento dei costi energetici e la crescente attenzione alla sostenibilità stanno spingendo progettisti e responsabili di produzione a valutare processi alternativi.
In molti casi non è necessario indurire l’intero componente: è sufficiente incrementare la durezza superficiale nelle aree soggette a usura, fatica o contatto. Esistono diversi processi che consentono di ottenere questo risultato riducendo significativamente il consumo energetico rispetto alla tempra tradizionale. Tra questi, uno dei più interessanti è la rullatura profonda, un processo che comporta anche il miglioramento della finitura superficiale, ma capace di aumentare durezza e resistenza meccanica.
Che cos’è la durezza e perché è importante indurire un componente?
La durezza di un materiale è definita come la resistenza che oppone alla penetrazione di un altro corpo. Si tratta di una proprietà fondamentale nella progettazione di componenti destinati a sopportare carichi specifici. Particolarmente rilevante è anche la relazione tra durezza e resistenza meccanica.
La durezza può essere richiesta in modo molto localizzato sulla superficie oppure può servire ad aumentare la resistenza dell’intero componente. Per questo motivo ogni progettista e pianificatore della produzione devono avere chiaro perché un determinato componente debba essere indurito.
Come funziona l’indurimento tradizionale tramite trattamento termico?
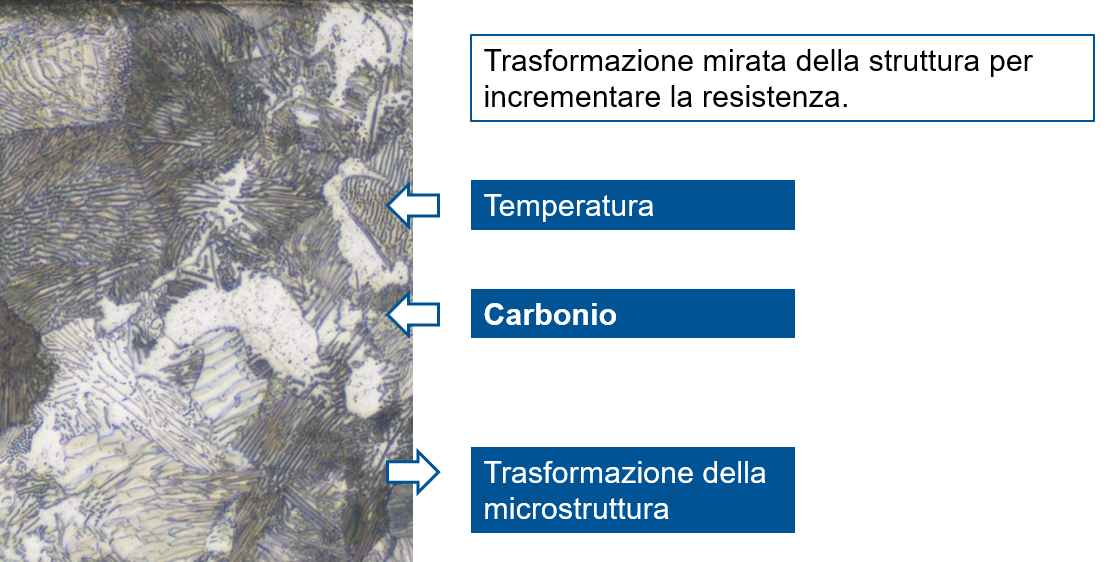
Durante l’indurimento si induce una trasformazione microstrutturale mirata, che aumenta la resistenza del materiale. Nei materiali ferrosi questo processo sfrutta il fatto che il ferro, a seconda della temperatura, presenta due diversi tipi di reticolo cristallino: cubico a corpo centrato e cubico a facce centrate.
L’applicazione di calore provoca l’espansione del reticolo, creando spazi maggiori tra gli atomi di ferro. Il carbonio diffonde in questi spazi. Se il materiale viene poi raffreddato rapidamente (tempra), il reticolo si contrae intrappolando il carbonio. Questo genera tensioni residue nella microstruttura e ostacola il movimento delle dislocazioni: il materiale diventa più duro.
Nel trattamento termico convenzionale il componente viene portato a una temperatura predeterminata, mantenuto a quella temperatura per un certo tempo, quindi raffreddato in modo controllato e infine rinvenuto per rilasciare le tensioni nella microstruttura e ripristinare un certo grado di elasticità.
Vantaggi e svantaggi del trattamento termico tradizionale
Vantaggi del trattamento termico
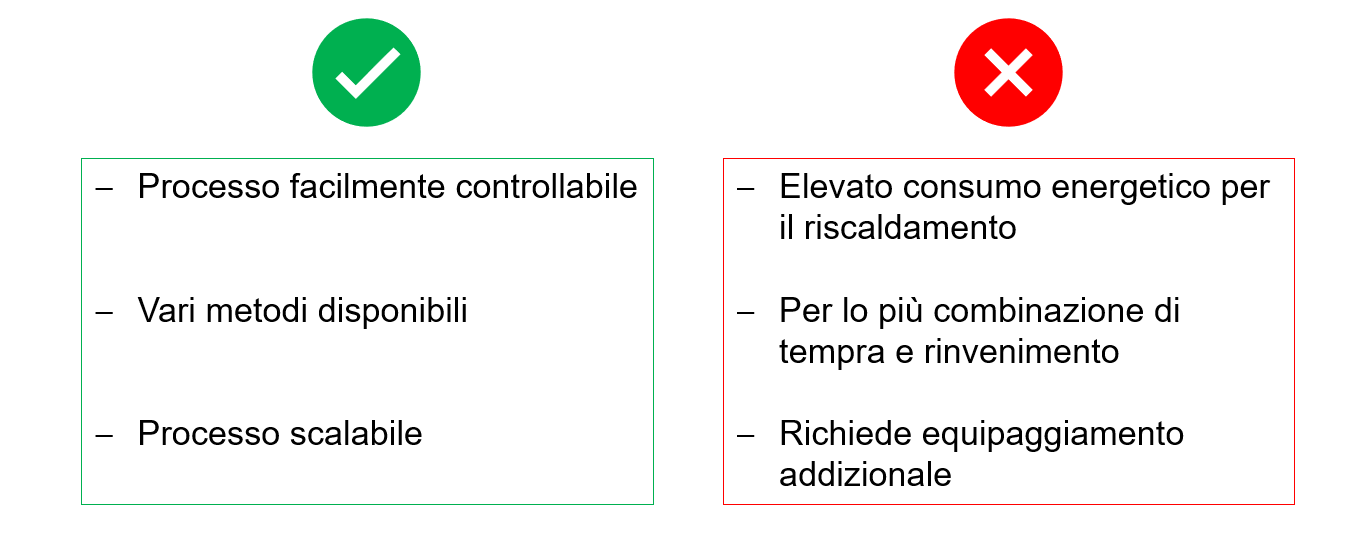
Grazie alle relazioni fisiche ben definite tra struttura cristallina e temperatura, il processo è altamente controllabile: mantenendo i parametri di temperatura e tempo di permanenza, il risultato desiderato è garantito. Esistono inoltre vari metodi per il riscaldamento (forni a tunnel, induzione pezzo per pezzo) che rendono il processo scalabile e adatto alla produzione in serie.
Svantaggi del trattamento termico
Il principale limite del trattamento termico è l’elevato consumo energetico. I componenti devono essere portati a temperature superiori a 700 °C e mantenuti per un certo periodo. Le quantità di energia richieste sono considerevoli: secondo l’Agenzia per la Protezione del Clima e l’Energia della Bassa Sassonia, il trattamento termico incide per il 26% sul consumo energetico totale di una catena di processo composta da riscaldamento, formatura, trattamento termico e lavorazione meccanica [1]. In una LCA (Life Cycle Assessment), le categorie “produzione delle materie prime” e “trattamento termico” risultano solitamente i principali driver dell’impronta di CO₂.
Un ulteriore svantaggio è la scarsa flessibilità: i forni a tunnel nella produzione di massa non possono essere semplicemente accesi e spenti, rendendo necessario garantire un utilizzo continuo.
5 metodi alternativi per l’indurimento superficiale
Oltre all’indurimento convenzionale tramite trattamento termico, esistono numerosi processi alternativi per aumentare la durezza superficiale. A seconda della durezza richiesta e della profondità di indurimento necessaria, si può scegliere il processo più adatto.
1. Tempra a fiamma
La superficie del pezzo viene riscaldata rapidamente con una fiamma a gas e poi temprata. Si ottiene uno strato superficiale duro con un nucleo tenace. È particolarmente indicato per componenti di grandi dimensioni o a geometria irregolare.
Principali vantaggi: economicità, flessibilità, possibilità di trattare pezzi di grandi dimensioni.
2. Nitrurazione
L’azoto diffonde sulla superficie del materiale formando uno strato duro e resistente all’usura. Il processo avviene a temperature moderate, preservando in larga misura la precisione dimensionale del componente. Viene spesso impiegato per alberi, ingranaggi e stampi.
Principali vantaggi: minima deformazione, elevata resistenza all’usura.
3. Nitrurazione al plasma
Si utilizza un gas ionizzato (plasma) per introdurre azoto in superficie. Questo processo controllabile consente strati molto uniformi e deformazioni minime. È particolarmente efficace per acciai inossidabili e alto-legati.
Principali vantaggi: elevata precisione, rispetto dell’ambiente.
4. Tempra laser / a fascio
Lo strato superficiale del pezzo viene riscaldato localmente con un laser e poi si auto-tempra. Il processo offre alta precisione e minima distorsione termica. È particolarmente adatto per geometrie complesse o zone funzionalmente critiche.
Principali vantaggi: altissima localizzazione del trattamento, distorsione minima del pezzo.
5. Carbonitrurazione
Combina l’arricchimento di carbonio e azoto nello strato superficiale, ottenendo superfici dure, resistenti all’usura e alla fatica. Viene tipicamente usata per componenti soggetti a carichi elevati come ingranaggi o bulloni.
Principali vantaggi: buona durezza, adatta alla produzione in serie.
6. Rivestimenti (Coating)
Attraverso processi fisici o chimici (ad esempio PVD, CVD) viene applicato uno strato protettivo sottile sulla superficie. Questi rivestimenti migliorano la resistenza all’usura, alla corrosione o al calore, con un impatto minimo sulle proprietà del materiale base.
Principali vantaggi: durezza molto elevata, lunga durata, flessibilità progettuale.
Rullatura a freddo: indurimento senza calore
Un aumento di durezza può essere ottenuto anche deformando plasticamente la microstruttura senza applicare calore: è questo il principio della lavorazione a freddo (cold working). La deformazione a freddo aumenta la densità delle dislocazioni nella microstruttura, ostacolando il loro movimento e aumentando di conseguenza durezza e resistenza.
Come funziona la rullatura a freddo?
Un metodo semplice ed economico è la rullatura a freddo (cold rolling o roll forming). Un rullo di rullatura viene premuto contro la superficie con una forza definita, provocando una deformazione plastica localizzata delle zone prossime alla superficie. Questa deformazione plastica induce elevate tensioni residue di compressione e aumenta la durezza del componente.
Risultati misurabili su acciaio C60
Per portare un esempio pratico, la rullatura a freddo con un utensile idrostatico di tipo HG6 su acciaio C60 (AISI 1060) ha prodotto un aumento della durezza superficiale da 290 HV0,5 a 340 HV0,5, pari a un incremento del 17%. Gli stessi studi hanno dimostrato che questo aumento è possibile anche su acciaio già bonificato (condizione QT): la durezza è passata da circa 755 HV0,5 a 810 HV0,5 [2]. È quindi possibile migliorare ulteriormente una superficie già indurita.
![Incremento della durezza di acciaio C60 attraverso rullatura a freddo eseguita con un utensile idrostatico [1]](https://www.camarspa.it/wp-content/uploads/2026/06/Figura_3-e1781005836444.png)
Quale processo scegliere? Un confronto sintetico
| Processo | Applicazione tipica | Vantaggio principale |
|---|---|---|
| Trattamento termico convenzionale | Produzione in serie, indurimento a cuore | Alta controllabilità, scalabilità |
| Tempra a fiamma | Componenti grandi/irregolari | Economicità, flessibilità |
| Nitrurazione | Alberi, ingranaggi, stampi | Minima deformazione |
| Nitrurazione al plasma | Acciai inox, alto-legati | Precisione, ecosostenibilità |
| Tempra laser | Zone critiche, geometrie complesse | Alta localizzazione |
| Carbonitrurazione | Giunti, ingranaggi ad alto carico | Resistenza usura + fatica |
| Coating (PVD/CVD) | Componenti funzionali ad alta durezza | Durezza estrema, flessibilità |
| Rullatura a freddo | Superfici già indurite o da indurire | Risparmio energetico fino al 30% |
Conclusione: la rullatura a freddo come alternativa sostenibile
I processi alternativi al trattamento termico rappresentano una risposta concreta alle sfide poste da costi energetici crescenti e obiettivi di decarbonizzazione nell’industria manifatturiera. La rullatura profonda a freddo, in particolare, si distingue per la sua semplicità, economicità e capacità di offrire incrementi di durezza misurabili — anche su superfici già indurite — senza richiedere alcun riscaldamento.
Per progettisti e responsabili della produzione nei settori automotive, aerospaziale e biomedicale, questi processi offrono margini reali di ottimizzazione sia tecnica che economica.
Vuoi saperne di più sulla rullatura a freddo e sugli utensili HG? Leggi i nostri approfondimenti sui fondamenti del processo e sugli utensili della serie HG.
Fonti:
[1] Climate Protection and Energy Agency of Lower Saxony GmbH: Technologies for the decarbonization of process heat in metal forming. Fact sheet, 2024, https://www.nachhaltigkeitsallianz.de/wp-content/uploads/2024/09/2024_KEAN_Faktenblatt_Umformtechnik.pdf
[2] Magalhaes, F. C., Abrao, A. M., Denkena, B., Breidenstein, B., Mörke, T.: Analytical Modeling of Surface Roughness, Hardness, and Residual Stress Induced by Deep Rolling. Journal of Materials Engineering and Performance, 2016
Articolo in lingua originale tedesca disponibile nel TechBlog di Ecoroll
Hai in mente un progetto di finitura superficiale, ma non sai da che parte cominciare? Hai sentito parlare di “rullatura”, ma le informazioni in rete sono frammentarie e difficilmente consultabili? Vuoi scambiare due parole con esperti del settore e capire se il tuo problema ha in realtà una soluzione? Compila i dati qui sotto e verifica la fattibilità della tua idea!