Nel mondo della produzione moderna – tra centri di lavoro CNC, linee automatizzate, celle robotizzate e reparti stampi – ridurre i tempi di setup è diventato un obiettivo fondamentale. Ogni minuto in cui una macchina è ferma per sostituire un’attrezzatura rappresenta un costo reale, spesso superiore al costo stesso della componentistica utilizzata.
È in questo contesto che si sono affermati i sistemi di bloccaggio a punto zero, una tecnologia nata per rendere possibile il posizionamento ripetibile e ultra-rapido di attrezzature, pallet e pezzi, con precisioni paragonabili a quelle di un montaggio definitivo.
Cos’è un sistema a punto zero (Zero Point System)
Un sistema a punto zero è un sistema di bloccaggio pensato per svolgere numerose funzioni all’interno di una macchina utensile: che permette di:
-
posizionare un’attrezzatura, un pallet sempre o un pezzo (nel caso di bloccaggio diretto) nello stesso punto
-
centrare in modo ripetibile
-
bloccare con elevate forze di serraggio
-
consentire il cambio di attrezzatura in tempi estremamente ridotti
In pratica, i punti zero creano un’interfaccia standard tra:
-
macchina (tavola, piastra, stazione di bloccaggio)
-
attrezzatura (pallet, dima, maschera, componente)
Così facendo, un’attrezzatura può essere rimossa e riposizionata rapidamente, mantenendo la stessa origine geometrica di lavorazione (lo “zero”). In generale, il piazzamento può passare da diverse ore a pochi minuti, aumentando l’efficienza produttiva in modo drammatico.
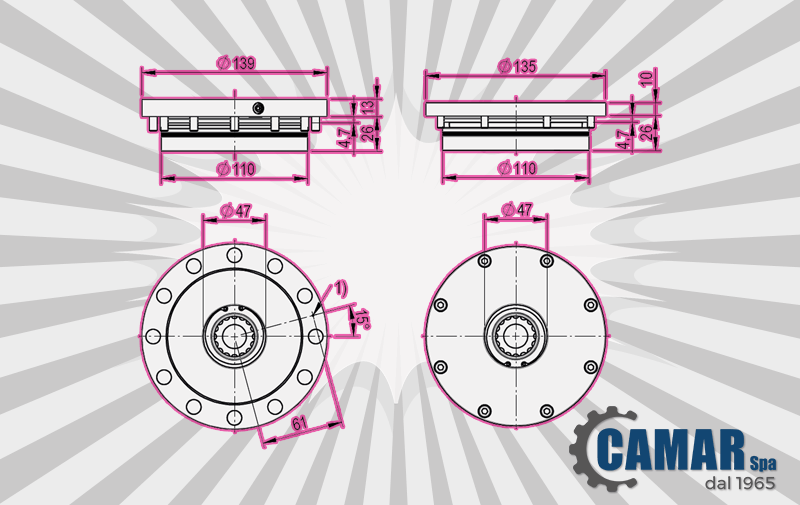
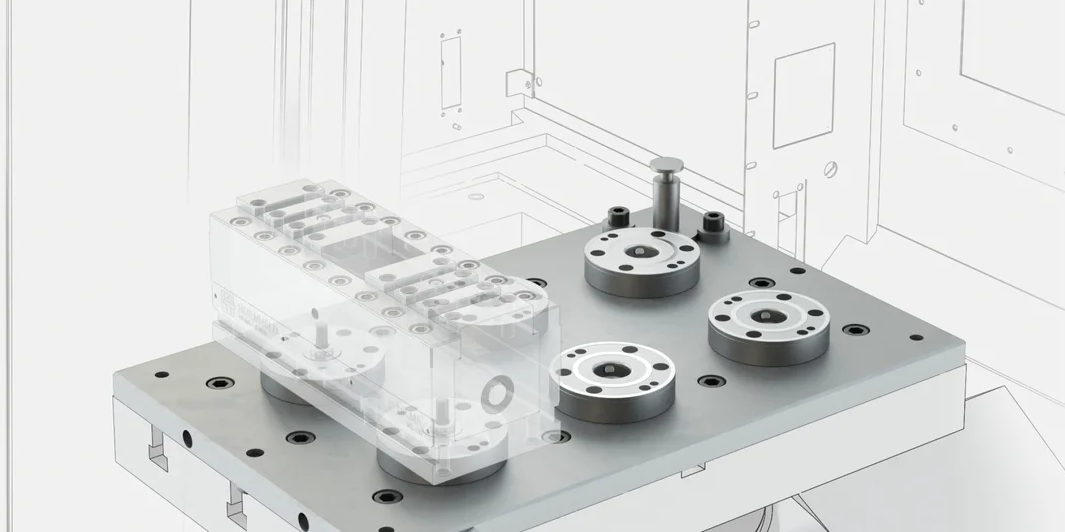
Come funziona un punto zero: elementi principali
In linea di principio la maggior parte dei sistemi a punto zero si basa su due componenti:
-
Elemento di bloccaggio (montato su macchina/piastra)
-
Perno o nipplo di serraggio (montato sull’attrezzatura/pallet)
Quando l’attrezzatura viene appoggiata, il perno entra nella sede dell’elemento di bloccaggio, dove avviene:
-
pre-centraggio / guida (in questa fase possono essere utili anche spine esterne)
-
centraggio preciso (grazie ad un’opportuna geometria del collare del perno)
-
serraggio con forza elevata, in base alla taglia dell’elemento a punto zero
Questa logica consente cambi rapidi e ripetibili, anche con attrezzature molto pesanti o lavorazioni gravose.

Perché si chiama “punto zero”
Il termine “punto zero” deriva dal concetto di origine costante. Nel momento in cui un’officina adotta un sistema a punto zero, ogni attrezzatura può essere progettata e costruita sapendo che:
-
verrà posizionata sempre nello stesso riferimento
-
il riferimento è ripetibile
-
non richiede lunghe fasi di misura o riallineamento ad ogni cambio
Questo è il fondamento per realizzare setup rapidi, automazione e standardizzazione della produzione, andando a saturare efficacemente il potenziale di un centro di lavoro.
I vantaggi concreti: non solo velocità
1) Riduzione drastica dei tempi di attrezzaggio
È il beneficio più evidente: il cambio attrezzatura può scendere da ore a minuti, perché non serve riposizionare manualmente ogni elemento.
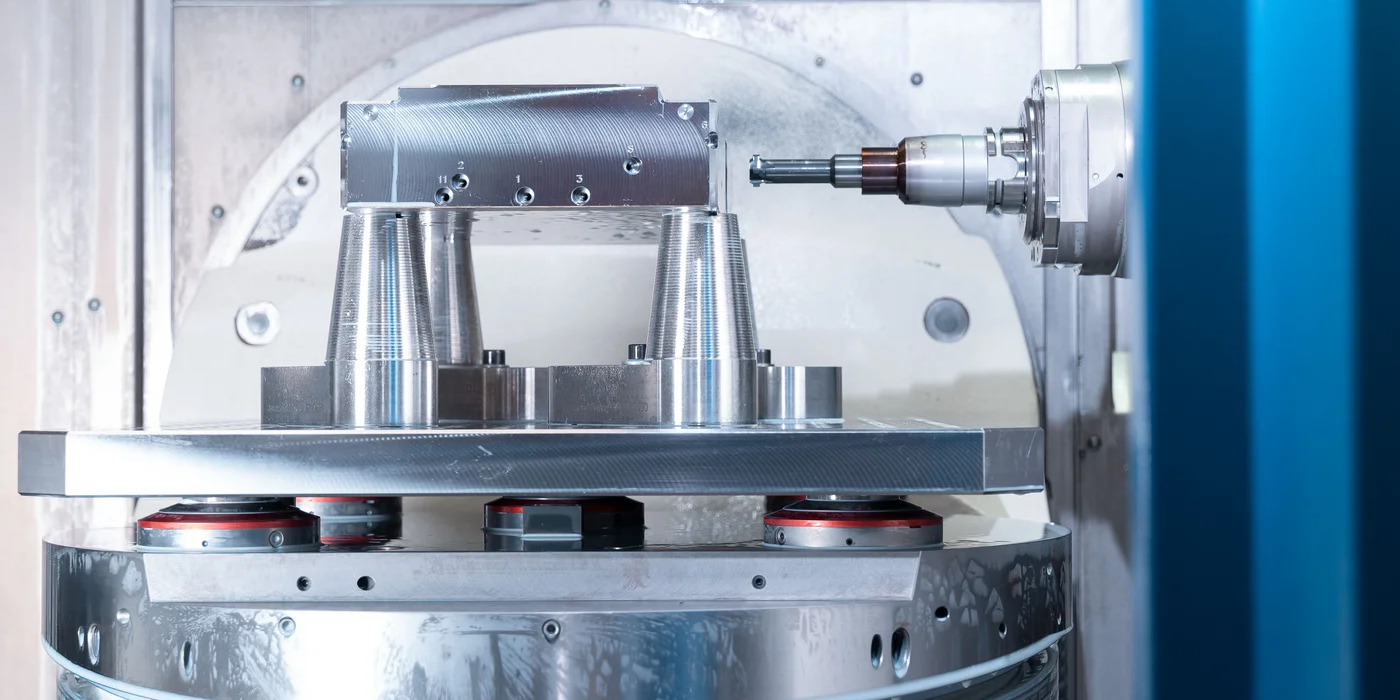
2) Maggiore produttività e saturazione macchina
Utilizzando un sistema a punto zero, è possibile preparare pallet/attrezzature fuori macchina mentre la macchina lavora, riducendo tempi morti e consentendo di lavorare in tempo mascherato.
3) Ripetibilità e precisione
I sistemi STARK dichiarano precisioni fino a 0,002 mm (ordine dei micron), con forze di serraggio elevate fino a 52.000 N a seconda delle versioni. Le diverse tipologie di azionamento (pneumatica, idraulica, meccanica, elettrica) rendono i componenti flessibili.
4) Standardizzazione
Una volta adottata una base comune (piastre, pallet, perni), tutto il reparto può lavorare secondo un metodo unificato.
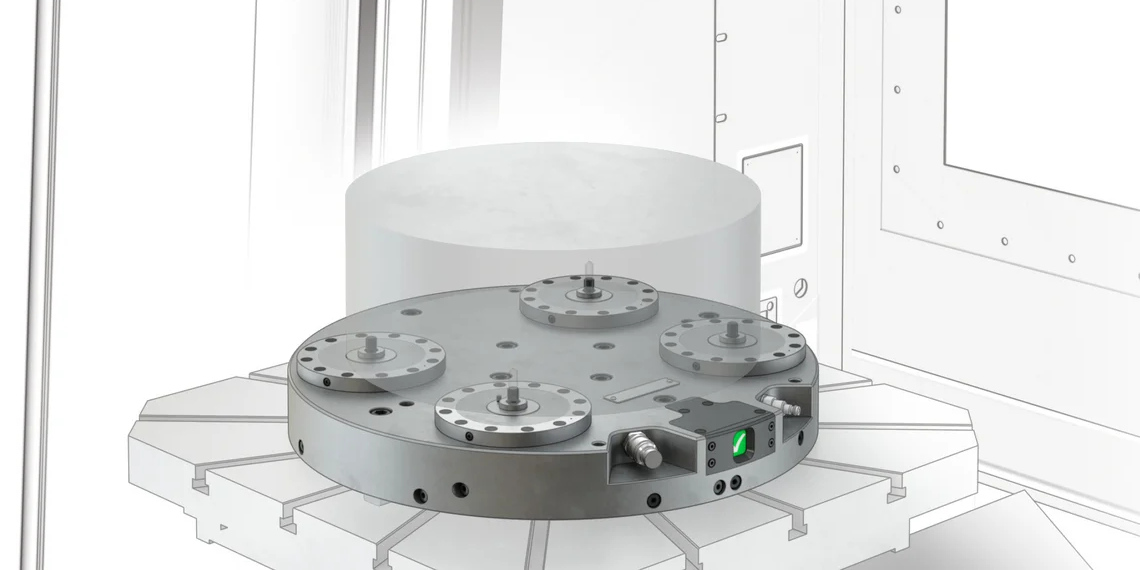
5) Evoluzione verso automazione e industria connessa
Alcuni sistemi moderni integrano anche sensori per controllare:
-
presenza perno
-
corretto inserimento
-
condizioni operative
- monitoraggio di temperatura e vibrazioni (con relativo impatto sull’usura degli utensili da taglio)
Esempio pratico: soluzioni connesse come STARK.connect, STARK.airtec, STARK.intelligence per STARK.classic.NG.

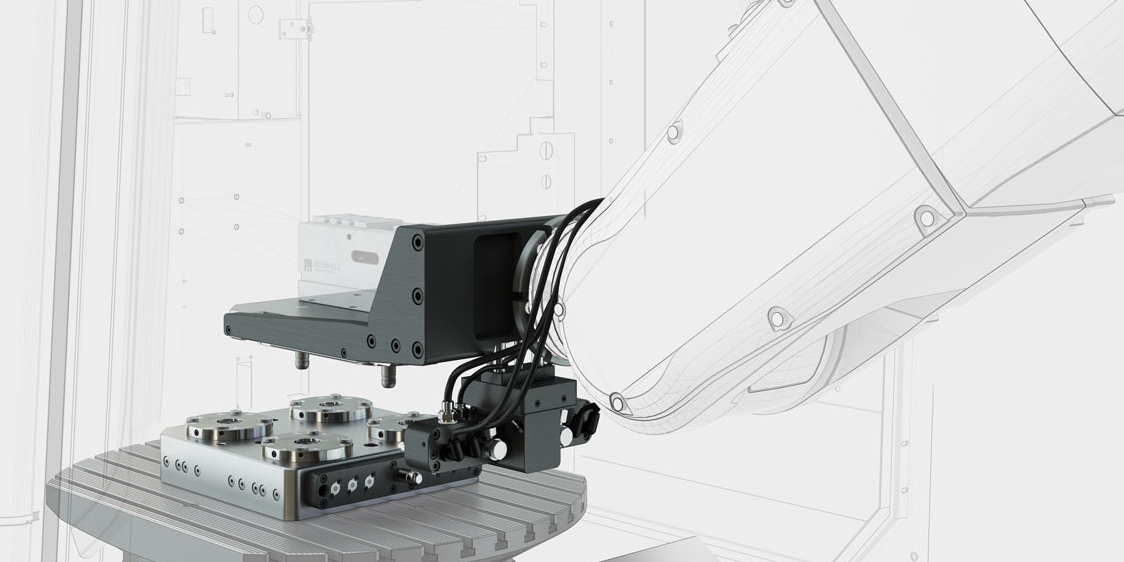
Sistemi a punto zero tradizionali e con corsa di accostamento
Una criticità dei punti zero classici è che l’inserimento del perno richiede una certa precisione anche in fase di appoggio, nel momento in cui l’attrezzo viene “presentato” sul sistema di bloccaggio.
Per questa ragione esistono sistemi con corsa di accostamento, che facilitano l’inserimento compensando piccoli disallineamenti, rendendo il cambio più semplice e rapido soprattutto in applicazioni automatizzate o poco accessibili.
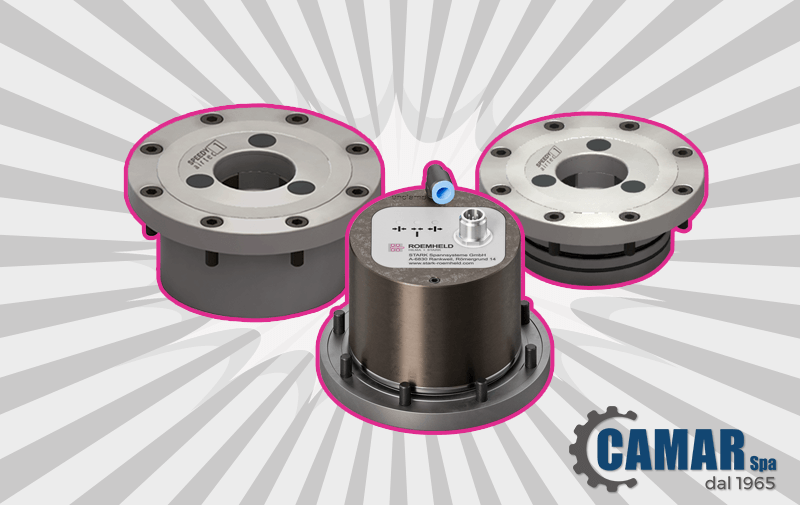
Tipologie di punti zero: meccanici, pneumatici, idraulici
La gamma STARK, inventore del sistema a punto zero negli Anni ’70, è tra le più complete sul mercato e comprende soluzioni:
-
meccaniche
-
pneumatiche
-
idrauliche
-
elettromeccaniche
La scelta dipende da fattori come:
-
livello di automazione richiesto
-
forza necessaria
-
presenza di liquido refrigerante e trucioli
-
necessità di sensori e diagnostica
-
accessibilità e frequenza dei cambi
In base alle specifiche necessità sono disponibili linee di prodotto altamente specializzate per applicazioni diverse e la possibilità di soluzioni custom “sartoriali”.
Il caso dei sistemi idraulici: prestazioni in ambienti difficili
In contesti ad alto volume produttivo e con presenza intensa di refrigerante e sporco (trucioli, polveri), assumono particolare importanza le soluzioni completamente idrauliche.
Ad esempio, sistemi come STARK.hydratec o STARK.sweeper sono pensati per lavorare in ambienti ostili e ridurre problematiche legate a contaminazione, prevedendo soluzioni di protezione della sede e gestione dello sporco, come il soffiaggio d’aria.
Applicazioni tipiche dei sistemi a punto zero
I sistemi a punto zero trovano applicazione in molte aree industriali, tra cui:
- centri di lavoro CNC
- piastre e tavole modulari
- pallet e sistemi di cambio pallet
- dime e maschere di assemblaggio
- dime e maschere di saldatura
- attrezzature per collaudo
- cambio rapido attrezzature in isole automatizzate
- bloccaggio diretto del pezzo
Il principio è sempre lo stesso: ridurre il tempo setup, aumentare la ripetibilità e facilitare l’automazione.
Perché scegliere un approccio a punto zero con supporto tecnico
L’efficacia di un sistema a punto zero non dipende solo dal componente, ma dalla corretta progettazione dell’insieme:
-
layout della piastra
-
scelta corretta dei perni
-
gestione pulizia e trucioli
-
accessori (soffiaggio aria, sensori, collegamenti)
-
procedure operative in reparto
Per questo motivo è strategico affidarsi non solo a un catalogo, ma anche a consulenza e assistenza tecnica, soprattutto quando l’obiettivo è ridurre drasticamente i tempi di cambio in modo ripetibile e stabile nel tempo. Una buona impostazione rende il sistema flessibile e modulare, nonchè scalabile nel tempo.
Conclusione
I sistemi di bloccaggio a punto zero sono oggi una delle tecnologie più efficaci per aumentare produttività, flessibilità e qualità nei reparti meccanici e nelle linee automatizzate.
Con precisioni elevate, forze di serraggio importanti e un ecosistema completo di soluzioni (anche connesse), i punti zero rappresentano un elemento chiave per passare da un approccio “manuale e artigianale” a una produzione realmente moderna: standardizzata, rapida e pronta per l’automazione.
Non esitate a contattarci per scoprire di più sui sistemi a punto zero e come integrarli nella vostra attività produttiva!